Kalibrace Extruderu
Jedním z nejvíce nepříjemných momentů je pod-extrudovaný nebo pře-extrudovaný tisk. Oba tyto problémy jsou povětšinou způsobeny špatným nastavením extruderu. Zpravidla se jedná buď o špatné nastavené krokování motoru extruderu nebo špatně nastavena šíře extruze. V tomto příspěvku provedeme kalibraci obou těchto důležitých prvků.
Špatně nastavené krokování motoru
Krokování nám zjednodušeně řečeno určuje kolik kroků musí motor udělat, aby natlačil potřebné množství filamentu do hotendu. Je-li krokování nastaveno špatně, dochází k vytlačení více filamentu nebo naopak méně filamentu. Kalibrace krokrokování se provádí následujícím způsobem:
- Nejprve zjistíme aktuální hodnotu nastavení mikrokrokování pomocí příkazu
M503kde nás zajímá hodnota E, pro tyto účely je asi nejideálnější použít program Pronterface. - Po zjištění aktuálního krokrokování zahřejeme extruder na materiál, pro který provádíme kalibraci.
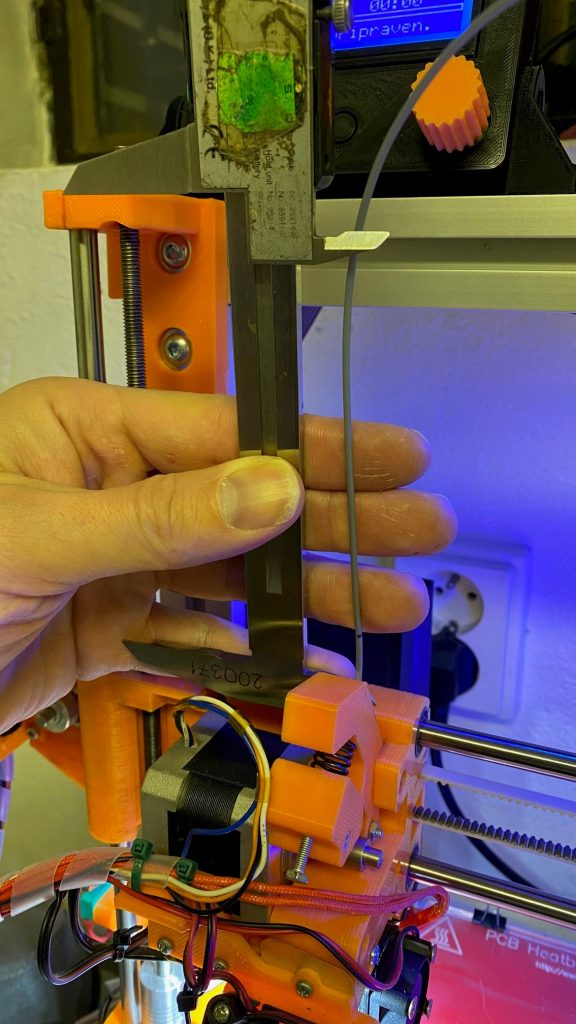
- Nyní si vytvoříme pomocné značky na vlákně pro zjednodušení měření. Od vstupu do extruderu si naměříme 10cm a 12cm vlákna a označíme. 2 cm navíc zadáváme proto, abychom dokázali naměřit rozdíl při vyšším podávání vlákna.
- Nyní v programu Pronterface nebo na ovládacím panelu tiskárny zadáme vytlačení 10 cm filamentu.
- Po vytlačení 10cm změříme rozdíl od naší rysky značící 10cm, kterou sme si vyznačili před vytlačením.
- Pokud nebylo vytlačeno celých 10cm a do rysky zbývá, naše výtisky budou pod-extrudované, pokud je naopak nad 10cm (mezi 10-12cm ryskou), naše výtisky budou pře-extrudované. V obou případech (zápornou i kladnou) hodnotu zapíšeme. Tento test je dobré provést alespoň 3x pro vyšší přesnost měření.
- Nyní již vypočteme správné krokování, které si následně uložíme do paměti tiskárny. Příklad: Extrudér místo vytlačení 100mm v reálu vytlačil 110mm (rozdíl je tedy 120mm-110mm=10mm). Původní hodnota počtu kroků byla 155. Tedy vynásobíme 155*100 = 15500. Poté provedeme vydělení počtem vtažených milimetrů do extrudéru, tedy 15500 / 110 = 140,9. Toto číslo je naše nová hodnota krokování extruderu E, kterou vložíme do nastavení naší tiskárny.
- Naši novou hodnotu zapíšeme do nastavení tiskárny pomocí příkazu
M92 E 140.9 - Námi zapsanou hodnotu uložíme pomocí
M500 - Pomocí
M503ověříme zda se projevilo naše nové nastavení.


Nesprávně nastavená extruze
Krokování je správně nastavené, nyní se vrhneme na nastavení extruze, respektive nastavení parametrů ovlivňujících množství vytlačeného materiálu tryskou. Pokud je nastavení nesprávné, náš finální výtisk nebude odpovídat rozměrům původního modelu a samozřejmě se projeví i na kvalitě výtisku samotného (neduhy v tisku, křehkost výtisku, atp.).
Ke kalibraci extruze použijeme následující postup:
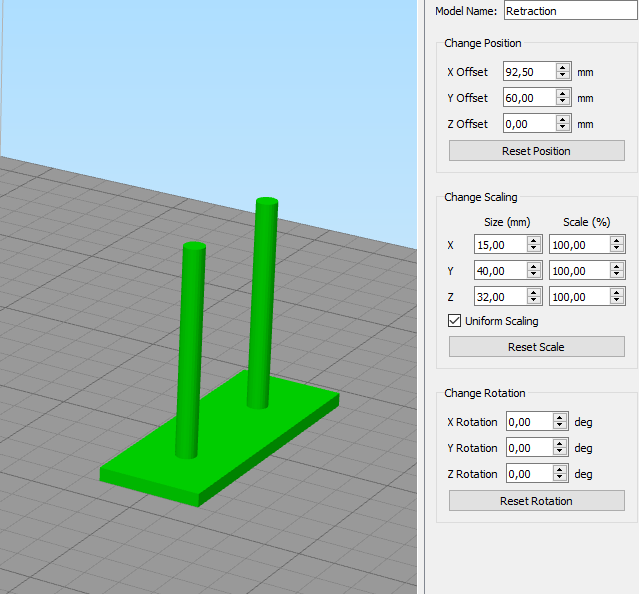
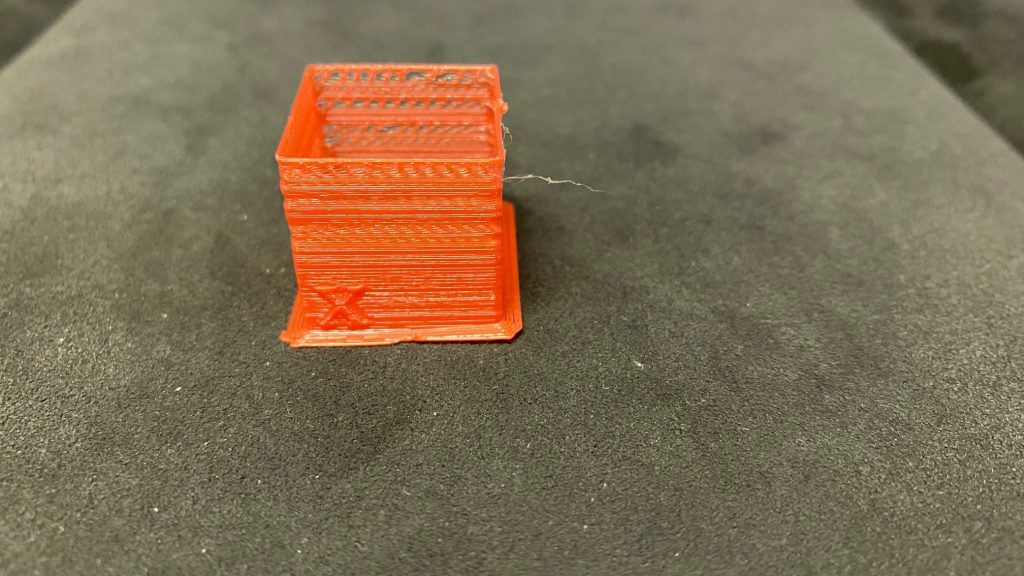
- Nejprve si stáhneme jednoduchý model kostky, ke stažení např. zde https://www.thingiverse.com/thing:271736.
- Staženou kostičku vytiskneme v módu vázy bez horních perimetrů s jedním perimetrem po okrajích.
- U výtisku úplně vypneme výplň.
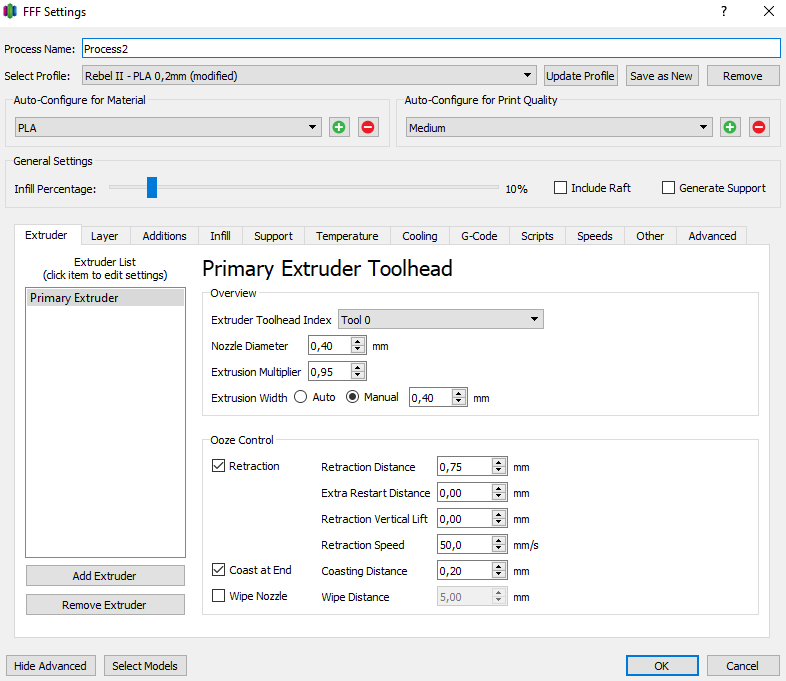
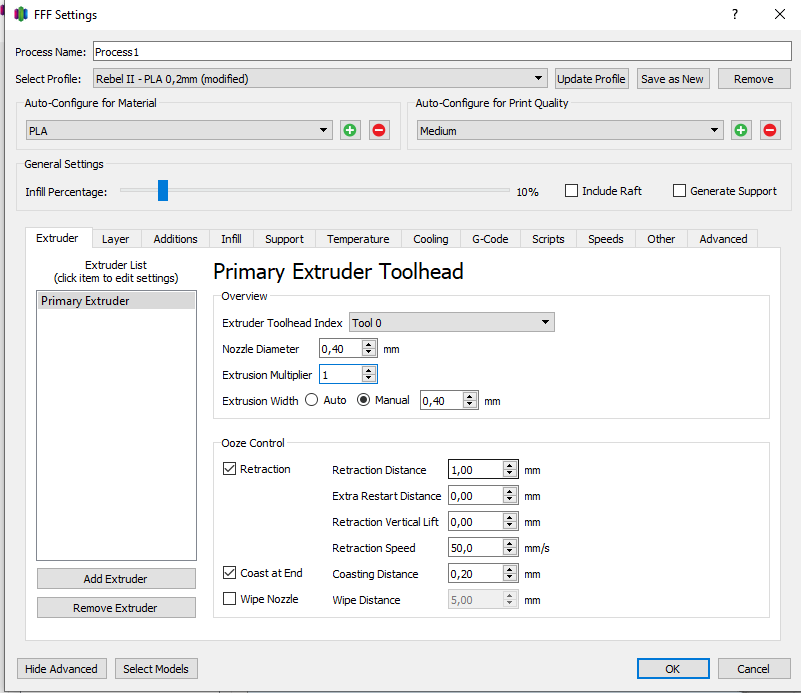
- V nastavení extruderu si nastavíme správný průměr námi použité trysky např. 0,4mm, šířku extruze nastavíme manuálně na stejnou hodnotu a násobič na 1. Takto by náš výtisk měl mít šířku přesně 0,4mm.
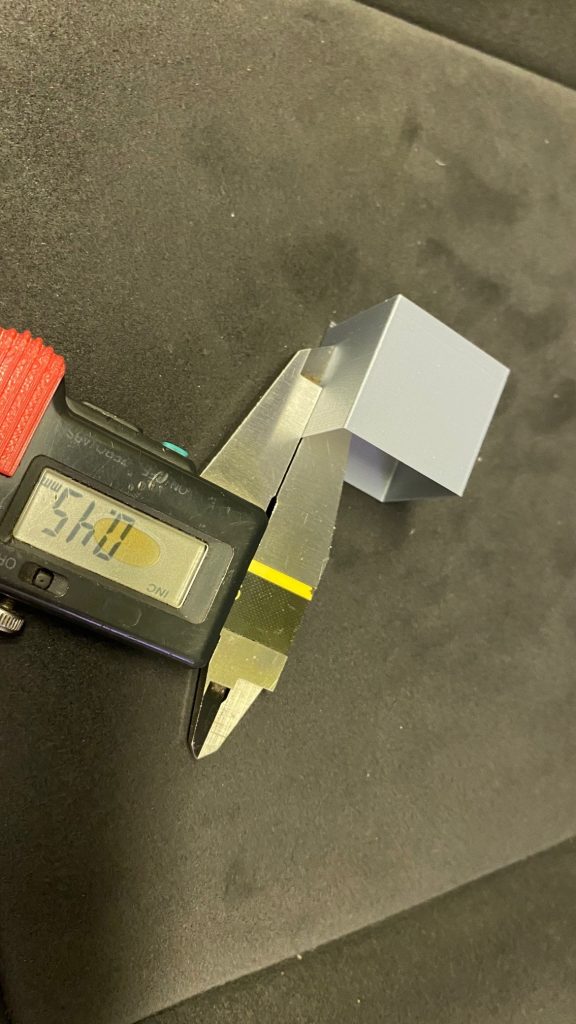
- Nyní si změříme sílu stěny našeho testovacího výtisku, která by měla být přesně 0,4mm. Pokud se šířka stěny liší od požadované tloušťky, správný průměr spočteme pomocí následujícího vzorce:
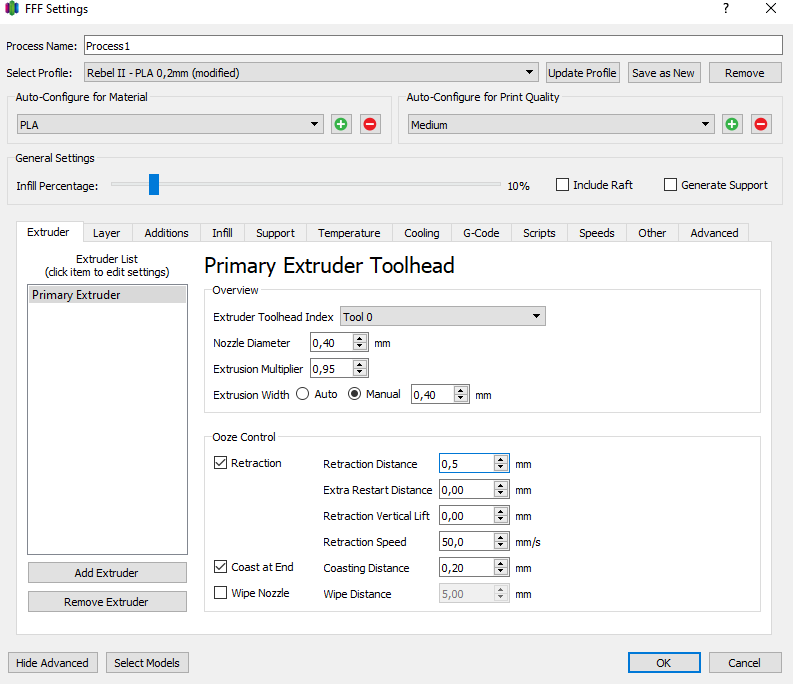
požadovaná hodnota/naměřená hodnota * 100(např. náš výtisk má tloušťku stěny 0,42 namísto 0,4mm, výpočet bude následující (0,4/0,42)*100=0,95) - Vypočtenou hodnotu poté zadáme do násobiče, v našem příkladu tedy 0,95.
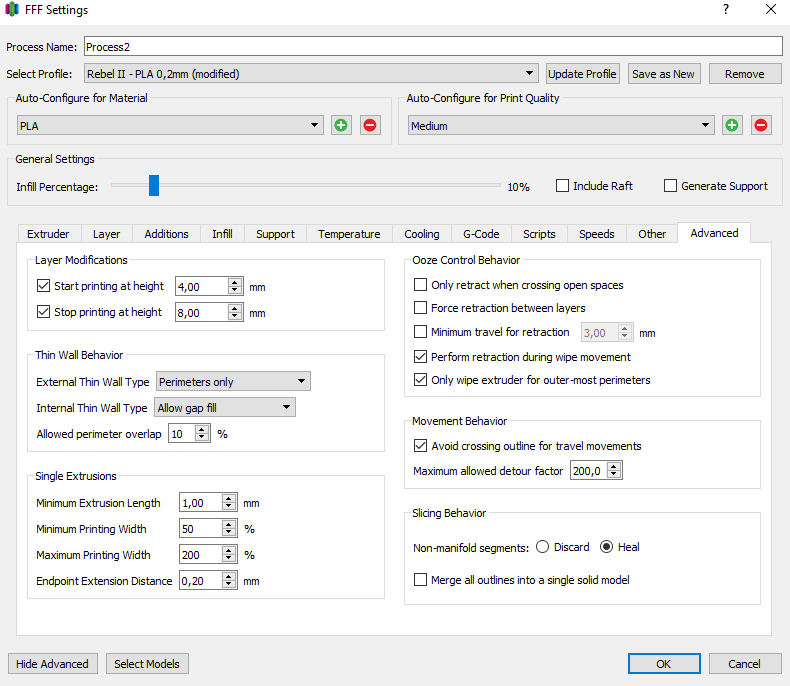
Nastavení retrakce